Bringing an API from laboratory discovery to commercial manufacturing is rarely a linear process. As pharmaceutical compounds progress through clinical development, the transition from gram-scale synthesis to pilot and commercial production introduces technical, operational and regulatory challenges that can directly affect timelines, manufacturing costs and product quality.
Within this transition, kilolab operations play a central role. Positioned between laboratory development and pilot-scale manufacturing, the kilolab acts as the first industrial bridge in the scale-up pathway. It is where synthetic routes begin interacting with manufacturing realities: equipment geometry, heat transfer, mixing efficiency, containment requirements, process reproducibility and GMP compliance.
For complex small molecules and highly potent active pharmaceutical ingredients (HPAPIs), this stage becomes even more critical. Small deviations that may remain manageable at laboratory scale can evolve into operational limitations or quality risks once the process moves toward larger manufacturing volumes. A well-designed kilolab environment allows these variables to be identified, characterized and optimized before they impact clinical supply or commercial readiness.
At AGC Pharma Chemicals, the kilolab is integrated within a broader end-to-end scale-up strategy that supports pharmaceutical companies from early development through commercial manufacturing under a unified operational and quality framework. This integrated approach reduces technology transfer complexity while enabling a more efficient progression from grams to tons.
Why Kilolab Operations Matter in Pharmaceutical Scale-Up
Scale-up is often described as a multiplication exercise, but in practice it is an engineering and process understanding challenge. Reaction behavior changes as volumes increase. Mixing dynamics evolve. Heat dissipation becomes more complex. Material handling introduces additional containment and operational considerations.
In API and HPAPI manufacturing, these changes must be addressed while maintaining product quality, process reproducibility and compliance with increasingly demanding regulatory expectations.
The kilolab environment allows development teams to evaluate these factors under conditions that closely resemble commercial manufacturing. Unlike traditional laboratory settings, kilolab operations incorporate industrial process equipment, GMP-oriented workflows and manufacturing controls designed to simulate production conditions at reduced scale.
This intermediate stage provides several strategic advantages:
- Early identification of scale-dependent process variables
- Optimization of reaction parameters before pilot campaigns
- Evaluation of containment strategies for potent compounds
- Improvement of process robustness and reproducibility
- Reduction of technology transfer risks between development stages
- Faster preparation for Phase I and Phase II clinical material supply
Organizations relying on multiple CDMOs across development phases often face repeated knowledge transfer cycles, process re-optimization and timeline delays. Integrated kilolab operations help avoid these disruptions by maintaining continuity between development and manufacturing teams.
Bridging Laboratory Chemistry and Manufacturing Reality
One of the most common scale-up challenges appears when laboratory-developed chemistry is transferred into equipment configurations that behave differently under manufacturing conditions.
Parameters such as agitation efficiency, reagent addition rates, pressure control and thermal exchange can influence reaction kinetics and impurity profiles once scale increases. In HPAPI manufacturing, where process margins are often narrow, these variables require particularly close attention.
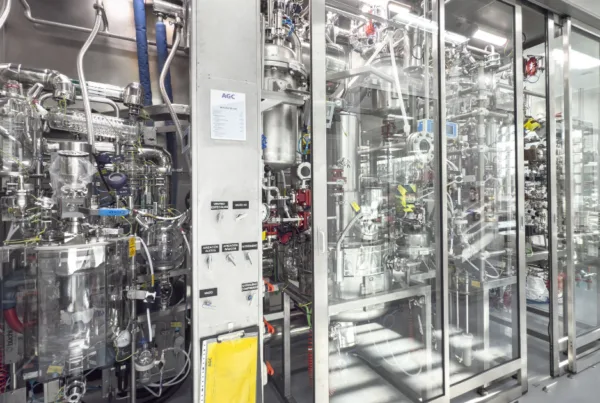
AGC Pharma Chemicals’ kilolab facility was specifically designed to replicate commercial production environments while preserving the flexibility required during early-stage development. The facility combines GMP-oriented infrastructure, advanced containment systems and scalable equipment configurations that support process optimization under realistic operating conditions.
The production environment includes Class D / ISO 8 clean rooms equipped with 100% fresh air systems filtered through HEPA filtration. Dedicated airlocks for personnel and material flow, together with mist shower systems, support contamination control and safe operational segregation.
The facility is also fully compliant with OEB5 handling requirements ranging from 0.1–1 μg/m³, enabling the safe development and manufacturing of highly potent compounds within contained environments.
This infrastructure allows AGC Pharma Chemicals to integrate containment considerations directly into process development rather than introducing them later during commercial transfer. This distinction becomes particularly important for HPAPI projects, where late-stage transfer into specialized containment facilities can introduce additional qualification requirements, process adaptation work and regulatory complexity.
As pharmaceutical molecules become increasingly complex, the ability to understand how a process behaves before pilot manufacturing has become a strategic advantage. A GMP Kilolab provides that opportunity, helping development teams build the process knowledge needed to support efficient technology transfer, robust scale-up and reliable manufacturing.
In our next article, we’ll look inside AGC Pharma Chemicals’ GMP Kilolab and explore how its infrastructure, equipment and containment capabilities support both API and HPAPI development.