In our previous article, we explored why GMP Kilolabs play a key role in pharmaceutical scale-up. The next question is how these concepts are translated into a real manufacturing environment.
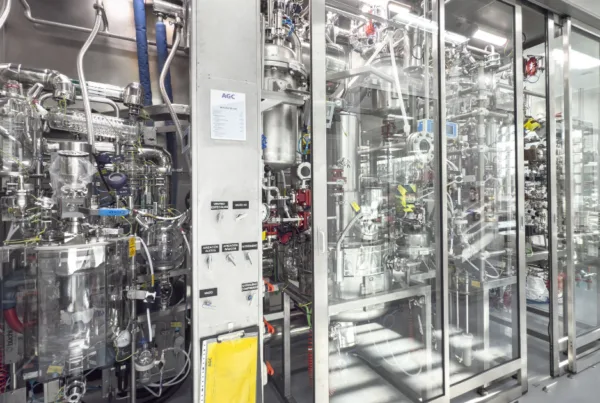
At AGC Pharma Chemicals, our GMP Kilolab has been designed to reproduce commercial manufacturing conditions while preserving the flexibility required during development. The result is an integrated environment that supports process optimization, technology transfer and scale-up for both APIs and HPAPIs.
Equipment Designed for Scalable Process Development
A successful kilolab operation depends not only on containment and GMP compliance, but also on equipment flexibility and scalability.
AGC Pharma Chemicals’ kilolab incorporates 23 L, 50 L and 70 L reactor systems designed to support high-capacity reactions under a broad range of operating conditions. These reactors allow development teams to study process behavior at scales representative of early manufacturing while maintaining sufficient flexibility for optimization work.
The facility also includes a filter dryer capable of producing up to 7 kg of solid product, including cryogenic projects requiring low-temperature operation. This capability supports integrated downstream processing under contained conditions and enables a smoother transition toward pilot and commercial campaigns.
The flexible equipment configuration allows for rapid dismounting, cleaning and maintenance operations, supporting multi-product manufacturing environments while minimizing operational downtime.
Additional infrastructure includes:
- Dedicated control units for process monitoring
- Safety workbenches for analytical sampling and laboratory-scale activities
- Isolators for dispensing operations
- Washing rooms and support areas for material and personnel management
Together, these systems create an operational environment that combines process flexibility with containment performance and GMP alignment.
Supporting HPAPI Development Through Integrated Containment
The rapid growth of targeted therapies, oncology treatments and advanced pharmaceutical compounds continues increasing demand for HPAPI manufacturing capabilities.
However, HPAPI scale-up introduces a level of complexity that conventional manufacturing infrastructures are often not prepared to manage efficiently. Containment systems, environmental monitoring, operator safety procedures and specialized handling equipment become essential operational requirements.
AGC Pharma Chemicals addresses these challenges by integrating OEB5 containment capabilities directly within its development and manufacturing ecosystem.
This integrated approach eliminates one of the most common industry bottlenecks: transferring processes developed under standard containment conditions into specialized HPAPI production environments at later clinical stages.
Instead, AGC Pharma Chemicals allows containment requirements to be incorporated from the beginning of process development. This improves process continuity, reduces knowledge loss between stages and minimizes the need for revalidation work during scale-up.
The facility’s design also includes ATEX zone compliance, allowing safe operation in potentially explosive atmospheres commonly associated with solvent-intensive pharmaceutical chemistry.
Combined with closed material handling systems and controlled environmental architecture, this infrastructure supports both operator safety and manufacturing reliability.
Accelerating Clinical Supply Through Process Understanding
Clinical timelines are often compressed, particularly during Phase I and Phase II development programs where material availability can directly influence study progression.
In these situations, kilolab operations become more than a technical support function. They become a strategic element in accelerating development timelines while maintaining process reliability.
AGC Pharma Chemicals’ integrated scale-up model enables development, kilolab and pilot operations to collaborate continuously rather than functioning as isolated stages. This continuity allows process familiarization, optimization and manufacturing activities to progress in parallel when required.
A recent customer project highlighted within AGC Pharma Chemicals’ scale-up framework illustrates this approach. For a Phase II API program supporting a rare genetic renal disease, AGC completed the technology transfer from laboratory development to kilolab manufacturing and delivered 5 kg of GMP material within three months. The project progressed from a 100 g proof-of-concept stage to kilolab and pilot-scale manufacturing while maintaining yield consistency across campaigns and avoiding batch failures.
This type of operational continuity reduces delays typically associated with repeated technology transfer cycles between multiple CDMOs.
Building a More Predictable Scale-Up Pathway
The pharmaceutical industry continues evolving toward increasingly complex molecules, more specialized manufacturing requirements and tighter development timelines.
Within this environment, kilolab operations are no longer simply an intermediate manufacturing stage. They are becoming a strategic platform for reducing scale-up uncertainty, improving process robustness and supporting faster clinical progression.
At AGC Pharma Chemicals, the kilolab is fully integrated within a broader manufacturing ecosystem that spans laboratory development, pilot-scale operations and commercial production. This unified structure enables continuous collaboration, operational consistency and scalable process understanding across the full product lifecycle.
Scale-up is ultimately about reducing uncertainty before commercial manufacturing begins. By combining GMP infrastructure, scalable equipment and dedicated containment capabilities within an integrated development model, AGC Pharma Chemicals provides pharmaceutical companies with the technical foundation needed to move confidently from development to production.